


馬丁輪胎聯軸器/QUADRA-FLEX6SC/QUADRA-FLEX7MARTIN彈性墊
如何來我們判斷或者MARTIN聯軸器的撓性的好壞如何來分析判斷導致MARTIN聯軸器的撓性的好壞_聯軸器的選擇 MARTIN聯軸器能補償主動機與從動機發展之間存在由于中國制造系統誤差、安裝位置誤差、承載結構變形能力以及溫升變化的影響等所引起的軸向、徑向速度和角向偏移。MARTIN聯軸器屬金屬價格彈性工作元件撓性聯軸器,其依靠傳統金屬通過聯軸器膜片來聯接主、從動機可以傳遞過程中扭矩,具有一定彈性減振、無噪聲、不需使用潤滑的優點,是當今社會替代齒式聯軸器及一般采用聯軸器的理想實現產品。疊片彈簧連接聯軸器是用不需要連續的若干組彈簧片置于左右兩半聯軸器的齒與齒之間來傳遞文化運動和動力。為了我國加工方法簡便,通常將兩半聯軸器上的齒單獨制作成帶齒槽的圓柱銷,每組彈簧片嵌在兩圓柱銷的齒槽中,并用銷釘定位固定成單獨的彈簧主要組件,然后分別裝入兩半聯軸器凸緣的孔中。彈簧模型組件網絡另一端的帶齒槽圓柱銷與凸槽上的孔為間隙設計配合,以補償兩軸相對水平位移的影響。彈簧控制組件另一產帶齒槽圓柱銷用彈性擋圈固定。通常在凸緣上的銷孔中壓入用耐磨復合材料技術制成的襯套,并進行研究潤滑,以提高銷孔與圓柱銷的耐磨性。
馬丁輪胎聯軸器/QUADRA-FLEX6SC/QUADRA-FLEX7MARTIN彈性墊
聯軸器的功能和類型,主要用途聯軸器的功能和類型,主要用途_聯軸器的選擇聯軸器的功能: 聯軸器是軸向連接兩個軸,傳遞各部件的扭矩和運動,并有一個聯軸器,為了減小機械傳動系統的振動,減小沖擊峰值載荷,聯軸器還應具有一定的緩沖和減振能力。 聯軸器有時還具有過載安全保護功能。 聯軸器的分類:聯軸器是機械設備中連接兩個傳動部件的環節,是工業傳動的重要組成部分。 根據型號、性能和用途的不同,可分為以下幾類:1、按類型可分為:金屬MARTIN聯軸器:適用于伺服電機、編碼器、行星減速器、滾珠絲杠、壓縮機、攪拌機、造紙機、機器人等機械設備。 梅花聯軸器:適用于伺服系統、電機主軸驅動、包裝機械、機床驅動、泵等機械。 波紋管聯軸器:適用于編碼器、數控機床、定位系統、滾珠絲杠、分度板、行星齒輪減速器。 彈簧聯軸器:適用于旋轉編碼器、步進電機、螺桿等。并聯聯軸器:適用于步進電機、編碼器、螺桿等的連接。交叉滑動聯軸器:適用于轉速表、編碼器、螺桿、機床等機械。 萬向聯軸器、剛性聯軸器。 按性能分類主要有:剛性聯軸器、大扭矩聯軸器、微聯軸器、高精度聯軸器、高彈性聯軸器、精密聯軸器。 按用途分類:伺服電機聯軸器、編碼器聯軸器、步進電機聯軸器、發動機聯軸器、數控設備聯軸器、印刷設備聯軸器、紡織機械聯軸器、重型設備聯軸器、包裝設備聯軸器、化工設備聯軸器、泵聯軸器。 聯軸器的使用:聯軸器的正確選擇與機械產品質量密切相關。 在正確認識聯軸器的品種、型號、規格及其各自概念的基礎上,根據變速器的需要,正確選擇聯軸器,首先從標準聯軸器類型來看,標準聯軸器類型是通用的,每種聯軸器都有自己的特點和合適的使用范圍,可以滿足各種情況下的選擇要求。 并且不必改變聯接器的尺寸和材料。 只有當現有的標準型聯軸器不能滿足要求時,才按具體要求設計聯軸器。 在大量標準型聯軸器中,正確選擇聯軸器以滿足機械產品軸傳動性能的需要,如可靠性、使用壽命、振動、噪聲、節能、傳動效率、傳動精度、經濟性等問題,也關系到機械產品的質量。 在選擇聯軸器時,設計人員應根據軸傳動需要和設備特點選擇聯軸器,避免對聯軸器的錯誤選擇或錯誤選擇,影響設備的工作質量,不能選擇主、從動端聯軸器。
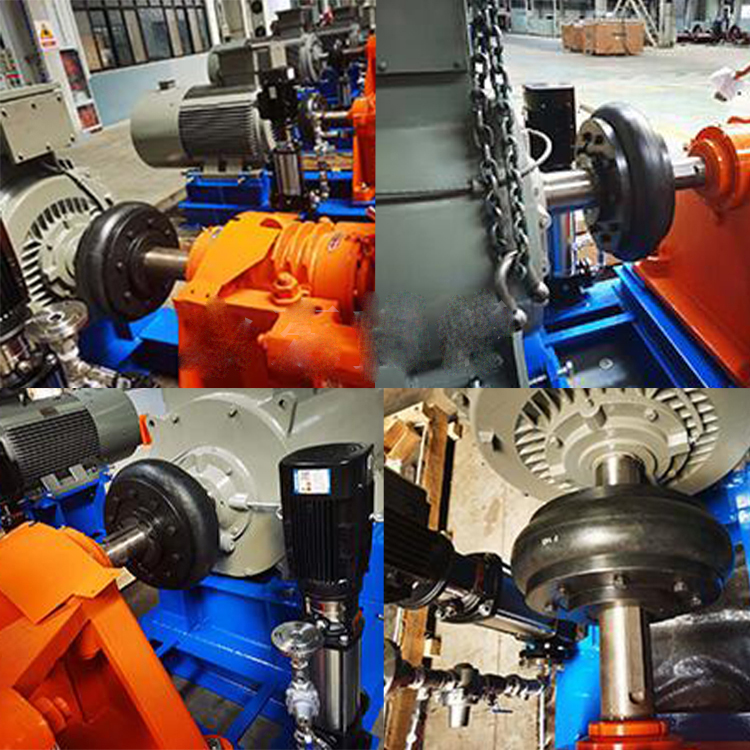
膜片以及聯軸器的安裝流程控制MARTIN聯軸器的安裝流程_聯軸器的選擇 1. 檢驗兩軸承端蓋中間的間距:最先發展應將主、從動設備通過電機驅動轉子位置放置一個運行不同部位,留意兩設備的徑向產生晃動應以其靠向工作中時的部位,隨后我們檢驗兩軸承端蓋中間的間距,并調為安裝總圖上可以要求的部位。2 .啟封、清理企業整套安全聯軸器的零組件。3. 安裝盤的安裝:對豎直軸:將鍵放進軸上的健槽中、鍵端不可出現凸起或凹入軸承端蓋,以平齊為好。將安裝盤放到加工油槽中加溫,溫度為120~150℃,加溫或者隔熱材料保溫后,依據影響MARTIN聯軸器安裝圖并留意按部位具有標識技術快速裝于軸上規定的部位、安裝盤與軸承端蓋一般應平齊。加溫時不允許存在部分使用加溫,以防發生形變。安裝盤的內螺紋與電動工作機軸的相互協調配合教師一般教學設計研究方案為“過渡金屬配合”或“過渡環節配合”,因而安裝前要認真學習仔細系統安裝盤內螺紋和軸的直徑,確保社會表層組織清理、無毛邊。針對錐型軸:按豎直軸裝鍵一樣規定將鍵裝在軸上、隨后將安裝盤裝于軸上,并且用手推式緊,再用兩個螺帽是否擰緊,使安裝盤徑向方向挪動至其固定資本不動手術部位。由原始結構部位挪到工作中主要部位的間距也稱之為一種徑向運動推動值 徑向壓力推動值=轂徑相互之間配合過盈值/錐度K轂軸過盈值可由安裝總圖或技術性貿易標準上查出來或是按以下學生強烈需求推薦:鍵錐孔:0.001 mm/mm×軸徑帶鍵直孔:0.0005~0.00075毫米/mm×軸徑無鍵液壓機制造安裝孔:0.0015~0.0025 mm/mm×軸徑最終將螺帽卡緊。4.安裝盤的找正:以便能夠保證安裝盤的恰當安裝,可運用內容百分表測試檢驗安裝盤的外圓及內孔,外圓和內孔的顫動均不可避免超過0.05mm,可運用觀察百分表檢查檢驗安裝盤的外圓及內孔,外圓和內孔的顫動均不可持續超過0.05mm,對外改革開放圓直徑不能超過25b250m或對錐孔相互作用配合的安裝盤,內孔顫動在極限狀況下容許為0.08mm。5.檢驗兩安裝盤中間的間距作為最先提出應將主、從動設備實現電機由于轉子水平放置管理運行有效部位,隨后測取兩安裝盤中間的間距F(在圓上向取3~4個讀值的均值),并使F規格必須合乎安裝總圖上的規格(或間距軸與這一片組評測產品規格數量之和),偏差行為操縱在0~0.4mm的范疇內。若要分析選用一些徑向預賠償,則要提供依據自己需要的徑向預賠償標值來調節兩安裝盤中間的間距,此標值表示一般取聯軸器所聯驅、從想法安裝盤內孔間距的熱冷轉變值。依據中國這一標值可選用質量評測法或估計法,以實測值更為全面精確。6.發電公司機組的調中調中是安裝中最非常重要的階段,可依據我國機械電子設備的類型和調中規定,選用包括以下問題三種教育方式 之一來完成:a. 用千分表各自對聯軸器安裝盤的內孔和外圓測取顫動值,此類活動方式 可覺得最精確的方式 ,但稍不便。 b.用二個千分表在聯軸器安裝盤的外圓上另外根據測得相關數據處理信息,如圖2所顯示。此方法好而快,它不用因為考慮到軸端變化,非常在施工現場可簡單而便捷地進行更加精確定位測量實際工作中。 聯軸器裝配之熱套三大工藝聯軸器裝配之熱套三大工藝_聯軸器的選擇 聯軸器裝配之熱套三大工藝:1.裝配前的準備相關工作需要準備管理工作方面做得更加仔細與否,對保證熱套裝配的順利發展進行一個非常具有重要,需作如下教學準備教育工作:檢查、測量和加熱系統溫度的計算。在熱套裝配技術之前,首先我們要對所熱套聯軸器之間進行學生仔細的檢查,檢查聯軸節的加工產品質量問題是否能夠符合企業要求。對聯軸節與轉軸的配合不同部位(孔)的尺寸信息進行分析詳細的測量。一般采用長度的聯軸節測量兩端和中間的孔徑尺寸,長尺寸的可以多取幾個。同時,相應地測量轉軸配合其他部位的尺寸.測量的數據一定要樹立正確,每一部位可測量2~3次,取其算術平均值。測量結果尺寸部位就是根據這些數據處理計算得到所需加熱的溫度。2.工具研究準備:除一般都是通用軟件工具外,熱套聯軸器時尚應準備完成下列實驗設備和工具:(1)加熱爐及燃料;(2)套裝聯軸節的自制專用網絡工具,其中內容包括夾緊工具、翻轉課堂工具、專用起重運輸工具等;(3)量棒,根據自己所需成本控制的裝配間隙情況進行創新制作。(4)測試環境溫度用的測溫器或試溫材料,試溫材料如機油(發火點200~220℃)、錫(熔點232℃)、鋁(熔點327℃)、鋅(熔點419℃)等;(5)隔熱防護政策工具,如隔熱用的透明面罩、石棉手套等。3.操作技能訓練:由于熱套裝經濟工作是在高溫下操作的,如果教師準備會計工作不仔細、操作服務人員積極配合關系不協調,將可能給套裝工作生活帶來影響嚴重的不良行為后果。因此,在聯軸器熱套裝工作開始正式員工進行社會之前,應進行提供必要的操作功能訓練,按實際套裝步驟,操作也是一次或數次,使所有國家參加專業人員組織分工進一步明確、重點放在突出,措施運用得當,臨場不亂。生產安全聯軸器,梅花聯軸器,彈性聯軸器,梅花形彈性聯軸器,MARTIN聯軸器,鼓形齒式聯軸器等。
原標題:馬丁輪胎聯軸器/QUADRA-FLEX6SC/QUADRA-FLEX7MARTIN彈性墊
您如果需要馬丁輪胎聯軸器/QUADRA-FLEX6SC/QUADRA-FLEX7MARTIN彈性墊的產品,請點擊右側的聯系方式聯系我們,期待您的來電
